
Produkter





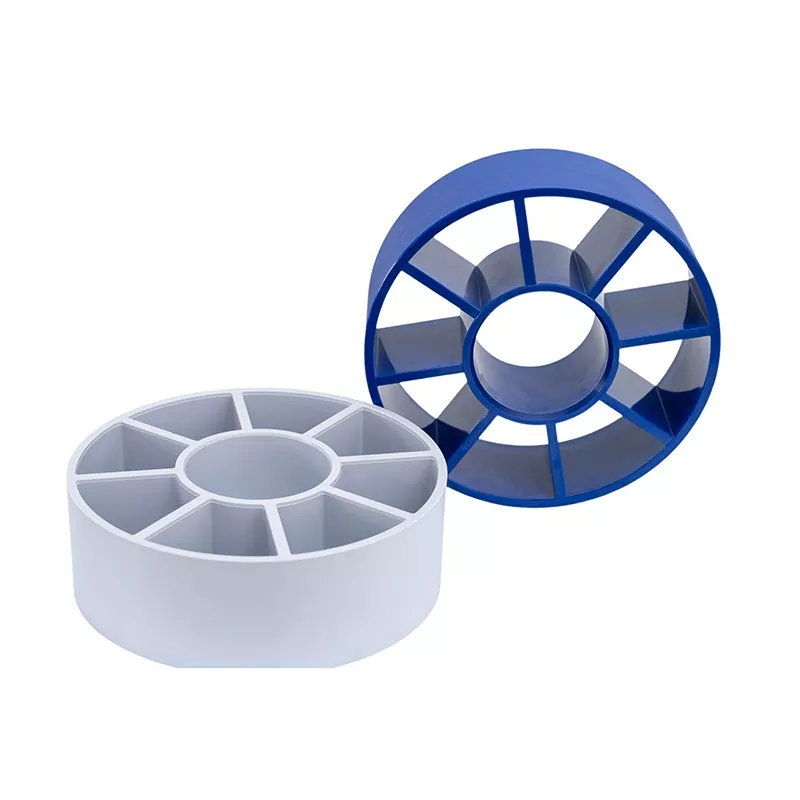

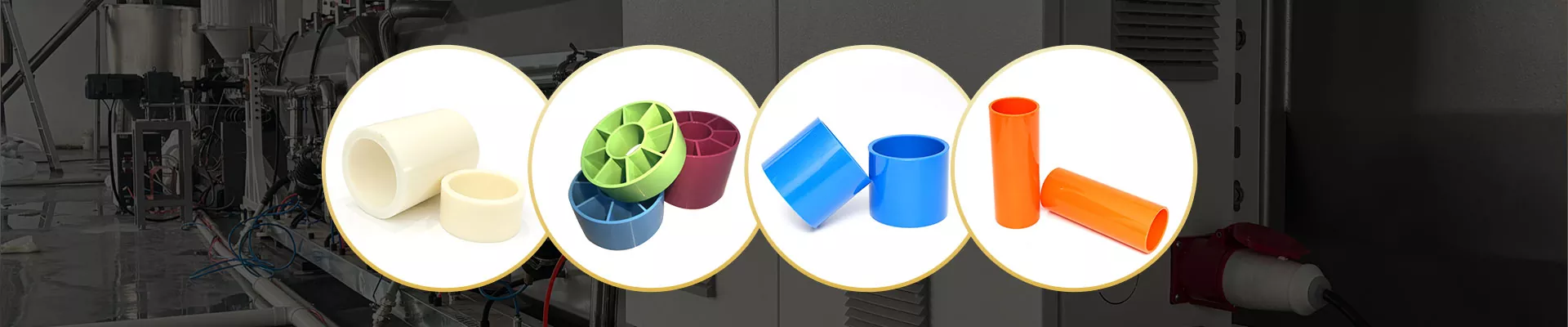
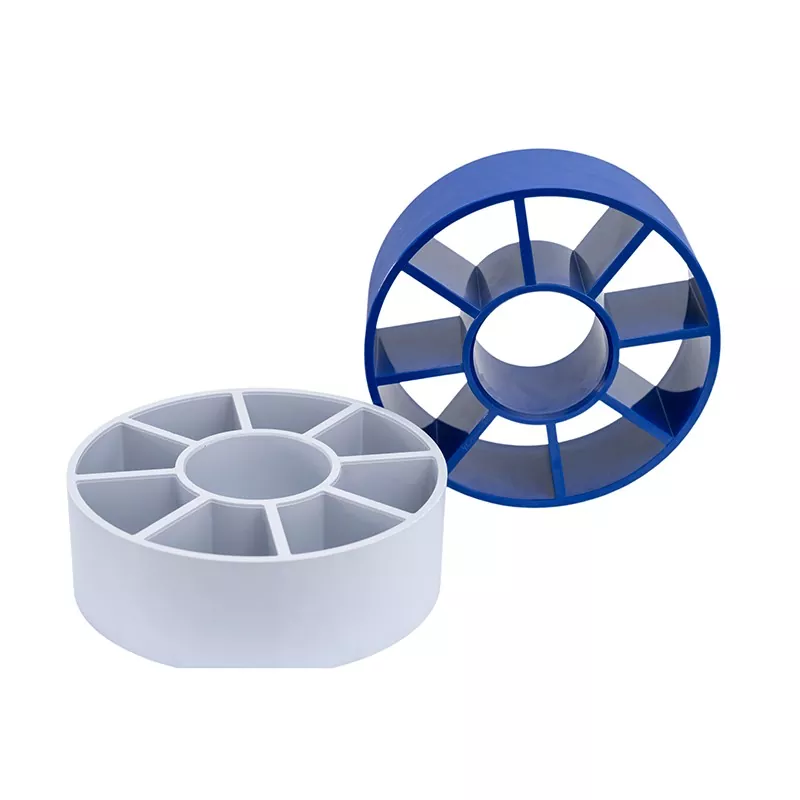
ID 3 tommer OD 8 tommer Dobbeltlags ABS spole
Hongkai Plastic har dedikeret mange år til forskning og udvikling og fremstilling af ID 3 tommer OD 8 tommer dobbeltlags ABS spole. Ved at bruge glasfiberforstærkede ABS-modificerede materialer som sin kerne anvender virksomheden formuleringer med lavt krympning (≤0,3%) og høj varmebestandighed (stabil ved 120°C) for at opnå brancheførende præcision: rundhed ≤0,05 mm og rethed ≤0,1 mm. Dette løser effektivt bølgelignende vikling og hængende problemer i separatorer, hvilket øger kundens batteriudbytte med 5 %+. Vi har ISO 9001 kvalitetsstyringssystemcertificering og SGS miljøtestrapporter. Vores produkter gennemgår ekstrem miljøvalidering fra -40°C til 120°C med en levetid på over 5 år, hvilket reducerer kundernes samlede omkostninger markant.
Send forespørgsel
Produkt beskrivelse
Kina ID 3 tommer OD 8 tommer Dobbeltlags ABS spole fra Hongkai Plastic fabrik, produktionsprocessen for ABS spolekerner adskiller sig fra ABS-rørs. Det opnås ikke helt gennem direkte støbning eller en enkelt sprøjtestøbningsproces, men kombinerer snarere ekstruderingsstøbning med støbeformningsteknologi: For det første involverer forarbejdning af råmateriale tørring af ABS-harpiks i en ovn ved 70-80°C i 4 timer, streng kontrol med fugtindholdet til ≤0,1% for at forhindre bobler under proces eller materialenedbrydning; Efterfølgende sker plastificering og ekstrudering via en enkeltskruet ekstruder, der opvarmer ABS til en smeltet tilstand. Temperaturerne styres som følger: 150-165°C i tilførselssektionen, 165-180°C i plastificeringssektionen og 170-180°C i homogeniseringssektionen. Samtidig holdes skruelængde-til-diameter-forholdet på 12-18:1 og et kompressionsforhold på 3-4:1 for at opnå ensartet plastificering og danne et kontinuerligt røremne. Emnet formes derefter ved hjælp af en specialdesignet form, der holdes ved 175-190°C. Dens endelige form formidles direkte gennem en indre trekantet-ydre ottekantet rillestruktur. Efter at have passeret gennem formningsformen kommer røremnet ind i en 25 cm lang vandtank til afkøling og afbinding. med vandtemperatur styret til 20-30°C for at størkne strukturen og minimere deformation. De afkølede rør trækkes derefter af en trækmaskine til en skæremaskine, hvor de automatisk trimmes til forudindstillede dimensioner til den endelige produktion. Denne proces giver betydelige fordele: I strukturel præcision skaber formdannelse komplekse interne trekantede og eksterne ottekantede strukturer i et enkelt trin, hvilket eliminerer efterfølgende behandlingsfejl. Dimensionstolerancer er strengt kontrolleret inden for ±0,1 mm, hvilket gør den særligt velegnet til højpræcisionsapplikationer som lithium batteri separator spoler, hvilket sikrer fladhed og stabilitet. Med hensyn til produktionseffektivitet og omkostninger muliggør ekstrudering kontinuerlig produktion med en enkelt linje, der opnår en daglig produktion på 500-1000 meter, hvilket gør den særdeles velegnet til store ordrer. Efter amortisering af formomkostningerne reduceres enhedsomkostningerne med 40-60 % sammenlignet med metalforarbejdning, hvilket giver enestående omkostningseffektivitet. Med hensyn til materialetilpasning tilbyder ABS-harpiks fremragende kemisk resistens, overfladeglans og procesflydende, hvilket gør det til et ideelt materiale til kernerør. Styrken kan forbedres yderligere gennem modifikationer som glasfiberforstærkning for at imødekomme forskellige belastningsbærende krav.
De grundlæggende strukturelle parametre for ID 3 tommer OD 8 tommer dobbeltlags ABS-spolen er omhyggeligt konstrueret til at opfylde avancerede industrielle krav: dens indvendige rørdiameter på tre tommer tjener som kernedimensionen for den indre støttestruktur af kernecylinderen, hvilket direkte påvirker den indre pladsudnyttelse. For eksempel, i lithium batteri separator viklingsprocesser, skal denne indvendige diameter nøjagtigt matche separator vikling spændingskontrol system for at sikre vikling fladhed. Det ydre rørs 8-tommers ID bestemmer kernens samlede bæreevne. Kombineret med en vægtykkelse på 6 mm optimerer dette design materialeudnyttelsen, samtidig med at det sikrer strukturel integritet. Dette produkt udviser enestående termisk modstand og understøtter ekstreme miljøtest fra -40°C til 120°C, hvilket gør det særligt velegnet til højtemperaturhærdningsprocesser i lithiumbatteriproduktion. Anvendelse af en formulering med lavt krympning øger dimensionsstabiliteten væsentligt, forlænger levetiden ud over fem år og reducerer effektivt omkostningerne til udskiftning af udstyr til kunder. Med hensyn til miljømæssig ydeevne har ABS-kerneakslen bestået SGS autoritative test, hvilket fuldt ud opfylder de strenge genanvendelighedskrav for materialer i den nye energiindustri. Dens overfladefinish opnår brancheførende standarder, med kerneoverfladeruhed Ra kontrolleret til ≤0,8μm. Til premium applikationer, der kræver ≤0,5 μm, reducerer denne præcisionsbearbejdning friktionsmodstanden under separatorvikling, minimerer statisk elektricitetsproduktion og forhindrer separatorkontamination eller overfladeridser. Som følge heraf forbedres batteriydelsen med over 5 %. Denne overfladekvalitet opnås gennem vakuum-kalibreret ekstruderingsudstyr og 12 strenge kvalitetskontrolprocesser, understøttet af fuld-proces digital sporbarhed. Navnlig påvirker kernerørets bearbejdningspræcision direkte batteriets ydeevne: dens dimensionelle nøjagtighed sikrer ensartet batteri intern modstand inden for et 15%-20% variationsområde. Efter 1.000 opladnings-afladningscyklusser forbedrer den desuden batterikapacitetsretentionen med 5%-8%, hvilket giver kritisk sikkerhed for den langsigtede pålidelighed af strømbatterier.


Hot Tags: ID 3 tommer OD 8 tommer Dobbeltlags ABS-spolefabrik
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.



